多繩摩擦式提升機(jī)天輪裝置故障分析及修復(fù)方案(中)
時間:2024-03-30 08:40:18 點(diǎn)擊數(shù):
2.1 游動輪輪轂與軸瓦磨損
2.1.1 故障分析
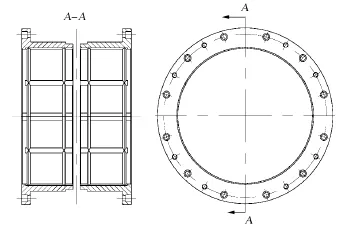
天輪裝置游動輪 (見圖 3) 的輪轂,、軸瓦磨損嚴(yán)重,,其直接原因是軸瓦潤滑不良,。分析其他原因有:① 用戶使用維護(hù)不當(dāng),,潤滑油加注不及時,,導(dǎo)致軸瓦潤滑不良,;② 天輪裝置舊結(jié)構(gòu)軸瓦潤滑油槽儲油量受限,。
圖3 游動輪結(jié)構(gòu)示意
在天輪裝置軸瓦潤滑不良的情況下,,天輪運(yùn)轉(zhuǎn)時,,軸瓦與天輪軸之間潤滑油膜形成受阻,兩者間由滑動潤滑變成了干摩擦,,導(dǎo)致天輪產(chǎn)生異響,;此時天輪軸與軸瓦之間因相對運(yùn)轉(zhuǎn)形成的摩擦力由軸瓦與輪轂之間的固定螺栓承受,在長時間的正反轉(zhuǎn)運(yùn)行和沖擊下,,固定螺栓會逐漸被剪斷,。剪斷之后如果未及時發(fā)現(xiàn)而繼續(xù)使用,剪斷的螺釘會在游動輪轂內(nèi)孔端面形成環(huán)形溝槽 (見圖 4),,也會導(dǎo)致天輪產(chǎn)生異響,。同時游動輪轂內(nèi)孔會因軸瓦與游動輪轂的相對運(yùn)動而產(chǎn)生磨損。
圖4 磨損的游動輪轂
2.1.2 修復(fù)方案 在對天輪裝置進(jìn)行修復(fù)時,,先將拆卸下的游動輪一端面向下放置在工作臺上,,按輪轂孔找正中 心,圓柱度允許公差 0.03 mm,。按輪轂孔母線用表找正全長,,允許公差 0.03 mm。對 3 個游動輪分別測量輪轂孔內(nèi)徑,、輪轂厚度以及輪轂端面與內(nèi)孔的垂直度,,檢查點(diǎn)不少于 8 個,并制表記錄,。根據(jù)檢測數(shù)據(jù),,將3 個游動輪轂內(nèi)孔加工成統(tǒng)一尺寸及公差帶,輪轂端面根據(jù)溝槽深度,,在不影響強(qiáng)度的條件下,,車去zui 小量;如果磨損嚴(yán)重,可堆焊后再進(jìn)行修復(fù)加工,。此時銅瓦的內(nèi)外圈直徑及軸瓦臺階尺寸需要根據(jù)天輪軸和輪轂的zui 終修復(fù)尺寸而定,,以保證軸瓦的互換性。
在新軸瓦的設(shè)計(jì)過程中,,為了改善潤滑效果,,需對軸瓦結(jié)構(gòu)進(jìn)行以下改進(jìn):
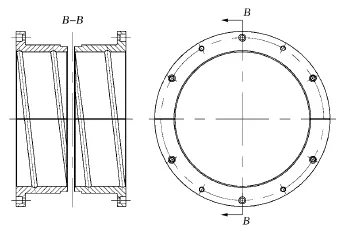
(1) 增加固定螺釘?shù)囊?guī)格和數(shù)量,輪轂上對應(yīng)的螺釘孔也相應(yīng)增加 (見圖 5),;
圖5 新型軸瓦結(jié)構(gòu)示意
(2) 舊軸瓦內(nèi)部原有的螺旋油槽 (見圖 6) 改為縱向橫向相結(jié)合結(jié)構(gòu),,同時加深油槽深度,較老結(jié)構(gòu)軸瓦儲油量增加 5 倍以上,;
圖6 原結(jié)構(gòu)軸瓦示意
(3) 改進(jìn)軸瓦加工工藝,,去掉原有兩瓣軸瓦之間的縫隙,避免天輪在正反方向運(yùn)轉(zhuǎn)時對固定螺栓的沖擊,。
使用新結(jié)構(gòu)軸瓦修復(fù)后的天輪裝置,,潤滑得到了明顯改善,解決了天輪的異響問題,。山西三元煤業(yè)股份有限公司 φ 2800×4 天輪裝置修復(fù),、棗莊濱湖煤礦φ 2800×4 天輪裝置修復(fù)均采用此修復(fù)方案,受到了用戶的一致好評,。
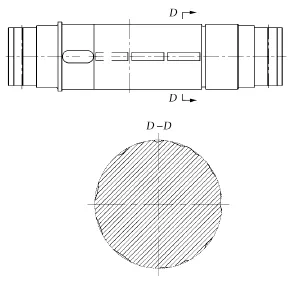
2.2 天輪軸磨損與銹蝕2.2.1 故障分析 據(jù)用戶反饋,,唐口煤業(yè)主井的天輪裝置使用中存在異響。在廠內(nèi)拆掉游動輪后,,發(fā)現(xiàn)天輪軸上游動輪配合處有銹蝕,、磨損、點(diǎn)坑等問題,,并能清楚地看到天輪軸與游動輪配合處的“分界線”,,天輪軸結(jié)構(gòu)如圖7 所示。分析原因發(fā)現(xiàn),,由于天輪軸瓦潤滑不良,,油膜形成受阻,導(dǎo)致游動輪軸瓦與天輪軸之間變成了硬接觸,,磨損軸瓦和天輪軸,,進(jìn)而出現(xiàn)異響。
圖7 天輪軸結(jié)構(gòu)示意
2.2.2 修復(fù)方案 針對此種問題修復(fù)時,,先對天輪軸進(jìn)行探傷,,檢測內(nèi)部是否存在缺陷。如果探傷不合格,,建議直接更換天輪軸,;如果探傷合格,則對天輪軸表面進(jìn)行除銹。除銹后,,如果發(fā)現(xiàn)軸表面凸凹不平的缺陷,,修復(fù)時首先檢查天輪軸各部尺寸及形位公差,分別制表并作記錄,。固定輪輪轂與軸的間隙為 0 ~ 0.15 mm 時,,建議采用刷鍍工藝修復(fù);間隙大于 0.15 mm 且小于 2.00 mm 時,,建議采用冷融工藝修復(fù),。如天輪軸需車削,車削之前,,以天輪軸兩端外圓為基準(zhǔn)進(jìn)行找正,,允許公差 0.02 mm。根據(jù)缺陷情況,,游動輪配合處的軸徑,在滿足強(qiáng)度要求時,,可以適當(dāng)減小,,將 3 個游動輪處軸徑加工為統(tǒng)一公差帶并達(dá)到相應(yīng)表面要求。由于軸徑發(fā)生變化,,此時天輪軸瓦需要單配,,并將軸瓦單配事項(xiàng)告知用戶。
如果上述缺陷在天輪軸與軸承配合處,,修復(fù)方案有多種可供選擇,。
(1) 電刷鍍法 此工藝簡單,技術(shù)成熟,,能夠滿足多種金屬鍍層材料需求,,可根據(jù)不同材料,變大鍍層的硬度和耐磨性,。刷鍍時工件溫度低,,鍍層殘余應(yīng)力小,不會對基體造成二次破壞,。此工藝適合磨損量小于 0.2 mm 的情況,,但對工件表面預(yù)處理要求高。
(2) 補(bǔ)焊修復(fù)法 此方法適用于磨損量 1 ~ 2 mm的情況,。使用相應(yīng)焊條在軸頸磨損部位進(jìn)行堆焊,,自然冷卻,不得強(qiáng)制冷卻,。強(qiáng)制冷卻會增加補(bǔ)焊部位的硬度和應(yīng)力,,給車削找正帶來困難。
(3) 脈沖冷焊法 采用耐磨的薄鋼皮包住軸頸磨損處,使用脈沖冷焊機(jī)進(jìn)行點(diǎn)焊,,使軸頸尺寸達(dá)到相應(yīng)要求,。該方法的優(yōu)點(diǎn)為處理時間短,費(fèi)用較低,,不需再次車削,;缺點(diǎn)為修磨后是一層很薄的附著物,在與軸承熱裝時可能起皮,,如果工藝不好,,設(shè)備運(yùn)轉(zhuǎn)時還可能“耍圈”。
以上各修復(fù)方案都有一定的優(yōu)缺點(diǎn),,在天輪軸的修復(fù)過程中均得到了廣泛應(yīng)用,,修復(fù)效果反饋良好,用戶可根據(jù)具體需要進(jìn)行選擇,。