多繩摩擦式提升機在運行維護中需注意的問題及處理措施(2)
時間:2024-04-03 08:42:23 點擊數(shù):
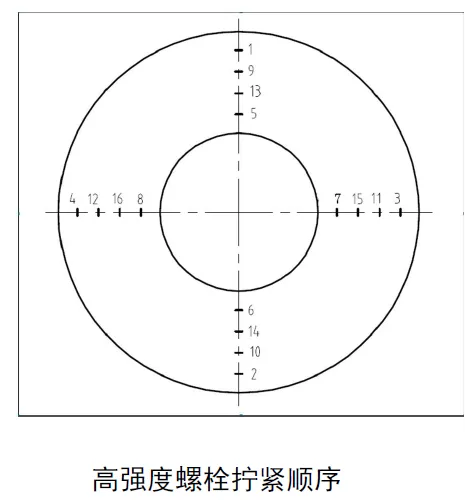
1.2 定期檢查高強度螺栓擰緊力矩
▲投入運轉后三天內每天用扭力扳手檢查一次,;
▲投入運轉后4~30天內每周用扭力扳手檢查一次
▲投入運轉后2~4個月內每月用扭力扳手檢查一次
▲以后依據具體情況,,使用單位自行制定定期檢查制度
提升產品常用高強度螺栓的擰緊力矩:M24 750N.m,;M30 1440N.m;M36 2500N.m,。
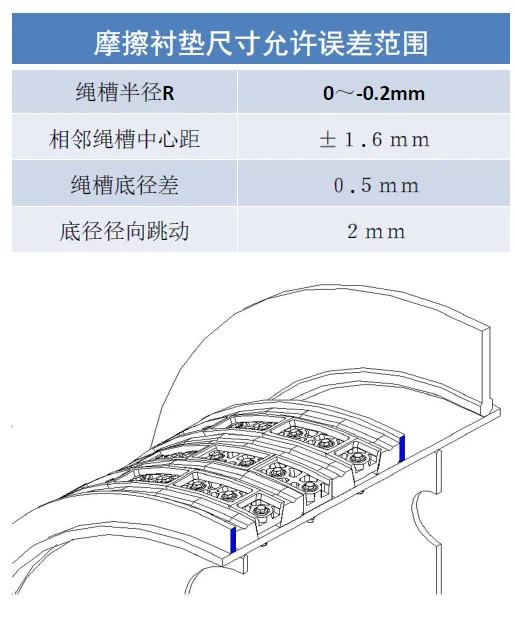
1.3摩擦襯墊的車削 當摩擦襯墊超出上述偏差要求,應進行修正和車削繩槽,。
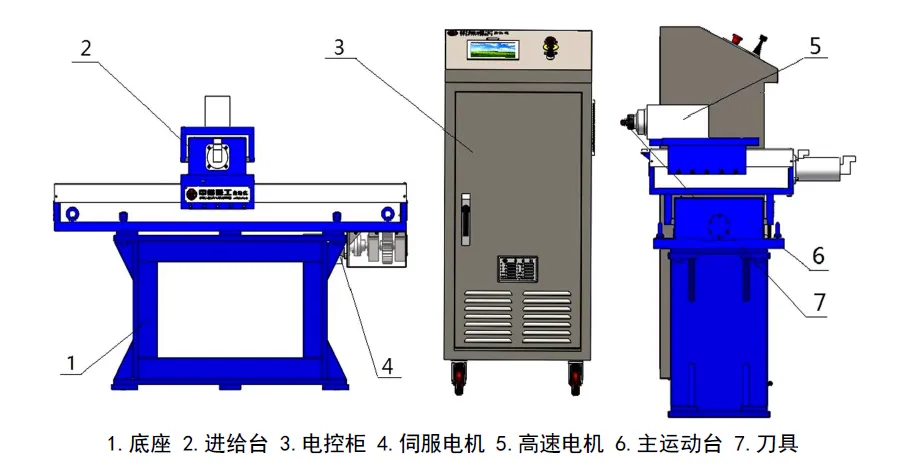
車削繩槽:以摩擦輪兩擋繩板(一次裝卡加工成型)為車槽時的對刀基準,;采用長平尺靠緊在兩擋繩板的外園上,讓車刀尖剛剛接觸平尺,。記下刻度環(huán)上的刻度(這個刻度即為0位),,拿掉平尺轉動手輪。向前進刀進行切削,,直接從手輪上的刻度環(huán)上看出進刀量,, 每轉動一大格等于車刀進刀量為0.2mm,每轉動一小格等于進刀量為0.1mm,,手輪轉動一周等于車刀進刀或退刀2mm,,車削速度一般為(1~2)米/ 秒。
記錄下進刀量,。車每個繩槽時都以這個平尺為基準,。車削精度可達到0.1mm。
多種控制模式,,全程位置控制監(jiān)控功能,;能對每個繩槽進行快速定位;繩槽磨損情況識別并在線顯示,;切削加工精度高,、穩(wěn)定可靠;加工精度不小于0.02mm,,控制方式為手動方式和全自動方式,;高速銑刀進行主動切削,不受卷筒運行方向的限制,;全數(shù)字參數(shù)設置,,操作簡單。
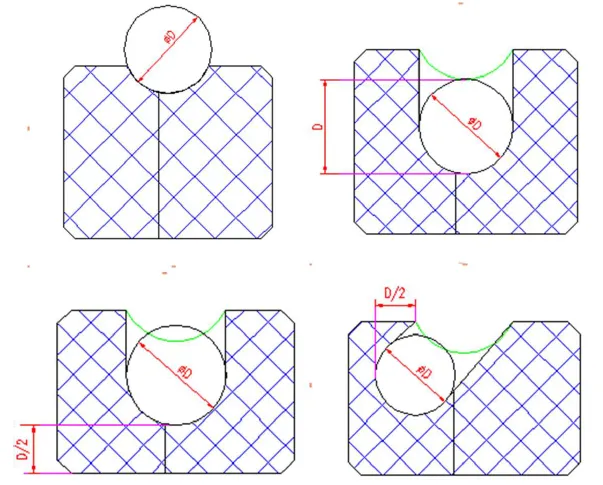
1.4 天(導向)輪襯墊的更換標準 天(導向)輪襯墊屬于易耗品,,使用中要定期檢測其磨損程度,。
當磨損達到一個鋼絲繩直徑的深度,或沿側面磨損達鋼絲繩直徑一半時,,或襯墊磨損后剩余厚度為鋼絲繩直徑的一半時,,三種情況中有一種就應更換襯墊。
1.5 落地式提升機掛繩及撥繩 落地式多繩提升機每一根鋼絲繩都有兩個繩槽可以用,。在掛繩時,,如果是4根繩,。應當將摩擦輪中 心線左側的兩根鋼繩分別放在各自左邊的一個繩槽內,將摩擦輪中 心線右側兩根鋼繩分別各自放在右邊的一個繩槽內,,或者全部反之,。
撥繩時,根據撥繩方向的需要,,將其中一個撥繩裝置放在摩擦輪上,慢慢轉動摩擦輪,,撥繩裝置與摩擦輪一起轉動,,逐漸鋼繩就壓在撥繩裝置上面,順著與摩擦輪中 心線成一定角度的導板,,被撥入了另一個繩槽,,摩擦輪轉半周后,鋼絲繩不再壓在撥繩裝置上,,摩擦輪轉一周,,撥繩裝置又轉回原來的位置,撥繩完畢,,取下?lián)芾K裝置,。